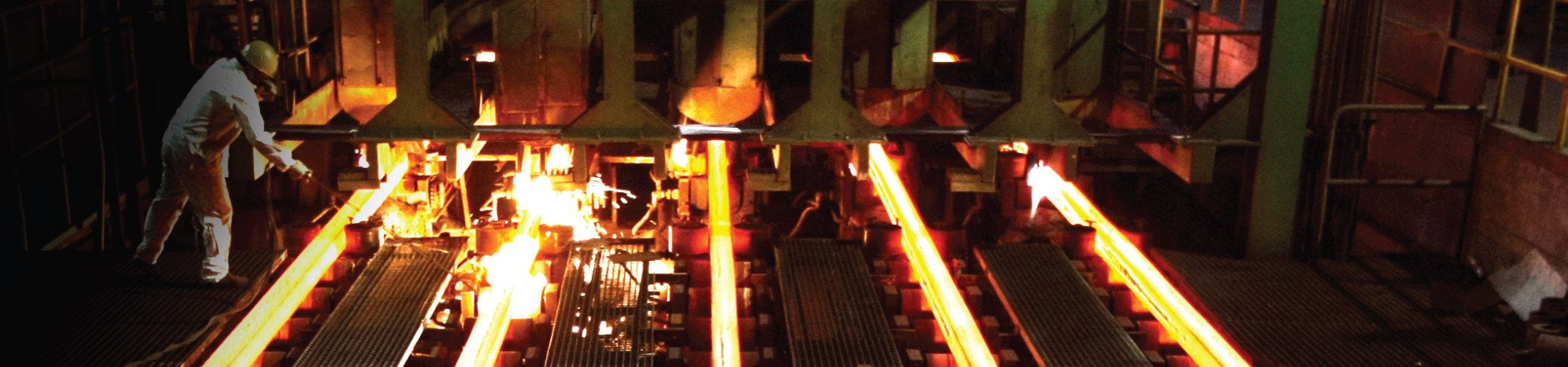
TMT rebars (Thermo Mechanically Treated) are generally hot-rolled from steel billets and are subjected to a programmable logic controller (P.L.C.) for the thermo-mechanical treatment. The three major stages of conversion of steel billets into TMT rebars are:
Quenching: When a hot rolled bar leaves the final mill stand (including roughing mill, intermediate mill, finishing mill, etc.), it is instantaneously quenched using a special water spray system in the quenching box. This is done to harden the surface while the core still remains hot and soft.
Self-tempering: After leaving the quenching box, the core continues to supply heat to the surface since it is relatively at a higher temperature. This causes the tempering of the outer martensitic layer into a structure called Tampered Martensite. The core stays austenitic at this stage also.
Atmospheric cooling: There are special cooling beds where the austenitic core gets transformed into a ductile ferrite-pearlite structure. The final structure, thus is a perfect combination of a strong outside layer (tempered martensite) with a ductile core (ferrite and pearlite).

The M.S. Steel Tubes & Pipes are made of from H.R Coils (Hot Rolled Strips) as per I.S. specification IS:1239 etc. in different sizes. The H.R Coils are slitted on slitting machine as per required thickness & width for different pipe sizes.
After slitting the small slits/coil are transferred to Steel Tubes Manufacturing Mills. Coils are loaded on Pay off Reel and passed through looping cage then to the forming Mill which takes shape of open seam pipe through contact welding (H.F Welder). The top welded Flash removed with the help of Scarfing Tools, welded pipe passes through water cooling zone and cooled.
After that the pipe passes through sizing section where the outer dia is maintained & pipe straightened with the help of Turk Head.The required trimmed pipe is rolled out on conveyer & stopped by stopper at end of conveyer and ejected to the pipe collecting pockets. This is a continuous process.
After Rolling process over, the pipes are transferred to end facing machines where end Burr is removed. Each pipes is tested on Hydro Pipe Testing machine to check the leakage on welding seam. This pipe is called E.R.W. pipe.

For the manufacturing of Galvanizing Pipes all end faced and Hydro tested pipes/tubes Galvanizing Plant.
There are five tanks filled with hydrochloric acid, running water and flux. First of all, ferrous oxide/rust of the pipes is cleaned by HCL Acid, when the rust is cleaned then the cleaned pipes are dipped in the running water tank for cleaning HCL Acid.
After cleaning the pipes by running water, the pipes are dipped in flux tank. After this process the pipes are shifted to the bed of heating oven (for drying the wet pipes). The temperature of heating oven is 80’C to 100’C.
After dried pipes are dipped in Zinc bath (Molten Zinc Tank) by conveyor. The temperature of Zinc tank is 440*C to 460*C, each galvanized pipes are lifted from Zinc tank by the help of tang to the extraction unit (conveyor) through an outer & inner air die for releasing the extra Zinc on/in the surface of pipes.
After this process each pipes are dipped in dichromate solution for cooling. When the pipes are dry then they shifted to the threading bed for threading (as per IS: 554-1999) & measurement. After the threading both the threaded ends are varnished & one end is assembled with PVC cap for protection of the thread and other end with sockets & then the pipes are measured, bundled and stocked.

The pallets of blocks are conveyed to an automated stacker or loader which places them in a curing rack. Each rack holds several hundred blocks. When a rack is full, it is rolled onto a set of rails and moved into a curing kiln.
Standard weight blocks are usually cured at a temperature of 150-165°F (66-74°C), while lightweight blocks are cured at 170-185°F (77-85°C). When the curing temperature has been reached, the steam is shut off, and the blocks are allowed to soak in the hot, moist air for 12-18 hours.
Another type of kiln is the high-pressure steam kiln, sometimes called an autoclave. In this type, the temperature is raised to 300-375°F (149-191°C), and the pressure is raised to 80-185 psi (5.5-12.8 bar)
The racks of cured blocks are rolled out of the kiln, and the pallets of blocks are unstacked and placed on a chain conveyor. The blocks are pushed off the steel pallets, and the empty pallets are fed back into the block machine to receive a new set of molded blocks.
The blocks pass through a cuber which aligns each block and then stacks them into a cube three blocks across by six blocks deep by three or four blocks high. These cubes are carried outside with a forklift and placed in storage.

Set amongst within 10 acres of landscape this massive state of art manufacturing plant has a complete integrated & automatic facility to manufacture international quality TMT Bars. This facility has an automatic bar handling system coupled with quench temper technique and has an installed capacity to manufacture 2 million tonnes of reinforced TMT bars. This facility also has an additional facility to fabricate Scaffolding & Formwork System.

Operating on a fully Automated German Vibrato Compact Technology and deploying Innovative Material Handling System, our Manufacturing Plant at Mahindra world City Jaipur has an installed capacity to roll out 1500 Nos Concrete Blocks, 4500 Nos Concrete Pavers per hour.

UNIT- III (Premier Polmax)
With a land area for fabrication of approx 30,000 sq ft. this unit is equipped with modern machines & facilities. We have a processed, chained system where raw material once fed comes out as a finished product. EOT cranes & Hydra cranes are deployed ensuring smooth streamlined production.
© Copyright Premier Bars Limited 2020 | Terms & Conditions
 DOWNLOAD BROCHURE
DOWNLOAD BROCHURE